Tubo in acciaio ERW VS EFW | Tubo di rivestimento EFW

introduzione
Nel campo della produzione di tubi in acciaio, Resistenza elettrica saldata (ACRI) e fusione elettrica saldata (EFW) i tubi in acciaio sono tra i tipi più comunemente utilizzati grazie alla loro alta qualità e ai costi di produzione relativamente bassi. Tuttavia, mentre possono sembrare simili a causa dell'uso della saldatura elettrica nel processo di fabbricazione, I tubi ERW ed EFW presentano differenze distinte che possono influenzare la loro applicazione in vari settori. Questo confronto completo approfondirà i contrasti tra i tubi ERW ed EFW, concentrandosi sul loro processo di produzione, applicazioni, vantaggi, e svantaggi.
Resistenza elettrica saldata (ACRI) Tubo
I tubi ERW sono prodotti facendo rotolare una piastra a forma di tubo, quindi saldare la giuntura utilizzando il processo di saldatura a resistenza elettrica. La saldatura viene creata riscaldando l'acciaio fino al punto di fusione e applicando pressione, facendo sì che i bordi si uniscano.
Specifiche dei tubi saldati per elettrofusione :
Specifiche : ASTM A-358, A-409, A-778, A-928, ASTM A671 / A672, ASTM A691
Grandezza : 4″ OD quel 24″ DA
Spessore del muro : 2.5mm – 20 mm
Orari : 20, 30, 40, Standard (ST), 60, Extra pesante (XS), 80, 100, 120, 140, 160, XXS
Tipo : EFW
Modulo : Tubi/tubi tondi, Tubi/tubi quadrati, Tubo/tubi rettangolari, Tubi a spirale, Forma a “U”., Bobine per torta in padella, Tubi idraulici
Lunghezza : Singolo casuale, Doppio casuale & Lunghezza richiesta
FINE : Fine semplice, Estremità smussata, Calpestato
Materiale dei tubi EFW & gradi :
Tubi EFW in acciaio inossidabile :
ASTM A-358, A-409, A-778, A-928 201, 202, 304, 304H, 304l, 309, 310, 316, 316l, 321, eccetera.
Tubi EFW in acciaio al carbonio :
ASTM A671 / A671M – 13, ASTM A672, ASTM A671 CC60, CC70, ASTM A671 CB60, CB65, CB70, CC60, CC65, CC70
Tubi EFW in acciaio legato :
ASTM A691, ASME SA691, CM 65, CM 70, CM 75, CMSH 70, CMSH 75, STM A691 Grado 1CR Grado-12, 1.1/4Grado CR 11, 2.1/4Grado CR 22, 3Grado CR 21, 5Grado CR 5, 9Grado CR 9, Grado 91.
Tubo di rivestimento EFW
Saldato per fusione elettrica (EFW) i tubi sono spesso rivestiti per fornire ulteriore resistenza alla corrosione, soprattutto se utilizzati in ambienti difficili dove sono esposti a sostanze chimiche corrosive o temperature estreme. Il rivestimento dei tubi può prolungarne significativamente la durata e migliorarne le caratteristiche prestazionali.
Tipi di rivestimenti
Vari tipi di rivestimenti possono essere applicati ai tubi EFW, e la scelta del rivestimento dipende dall'applicazione specifica del tubo. Ecco alcuni tipi comuni di rivestimenti per tubi:
- Epossidico legato per fusione (FBE) Rivestimento: Si tratta di un rivestimento in polvere che fornisce un'eccellente resistenza alla corrosione. Viene applicato come polvere secca e quindi riscaldato, facendo sì che la polvere si sciolga e si fonda sulla superficie del tubo.
- 3 Strato di polietilene (3LPE) e polipropilene (3LPP) Rivestimenti: Questi rivestimenti sono costituiti da tre strati: uno strato epossidico legato per fusione, uno strato adesivo, e uno strato superiore di polietilene o polipropilene. Questi rivestimenti forniscono un'eccellente protezione meccanica e resistenza alla corrosione.
- Rivestimento in calcestruzzo: Questo tipo di rivestimento viene spesso utilizzato quando i tubi necessitano di peso aggiuntivo per rimanere in posizione sott'acqua. Fornisce una buona protezione meccanica ma ha una minore resistenza alla corrosione.
| D.O. | W.T. | Lunghezza(M) | |||||||
| Pollice | mm | Resistenza allo snervamento minima(MPa) | |||||||
| Pollice | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
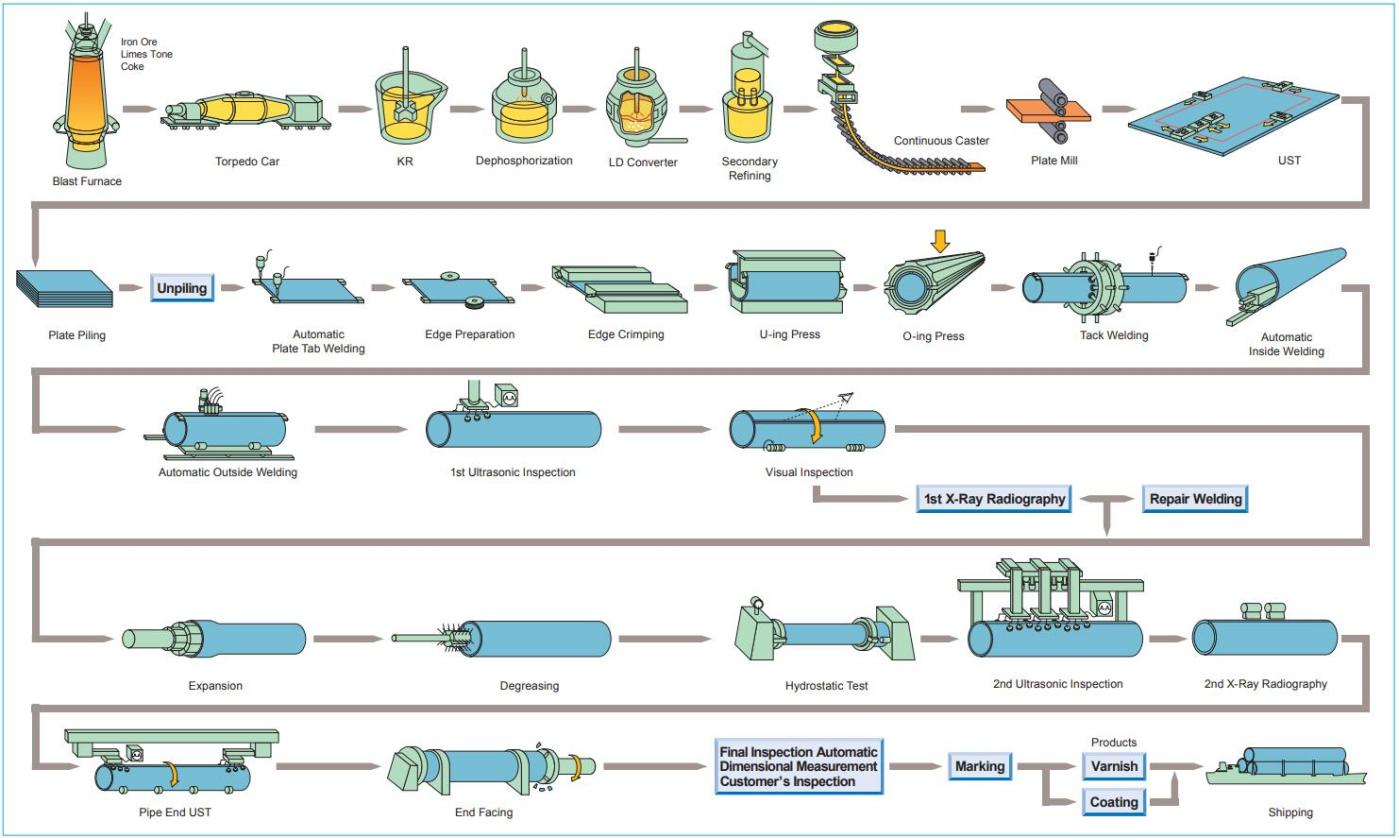
Processi
Vantaggi del tubo ERW
- Efficienza: Il processo ERW consente una produzione ad alta velocità, rendendolo efficiente ed economico per la produzione di massa.
- Uniformità: I tubi ERW hanno una struttura a grana uniforme in tutto il tubo, che fornisce proprietà meccaniche costanti.
- Forza: Il processo ERW produce una saldatura forte che può resistere alte pressioni e stress.
Svantaggi del tubo ERW
- Cordone di saldatura: Mentre il processo ERW crea una saldatura forte, la presenza di un cordone di saldatura può rappresentare uno svantaggio nelle applicazioni in cui è richiesta una superficie interna liscia.
- Controllo di qualità: Il processo ERW può occasionalmente produrre difetti come crepe o inclusioni nel gancio se non adeguatamente controllato.
Saldato per fusione elettrica (EFW) Tubo
I tubi EFW sono realizzati arrotolando una piastra e saldando la giuntura, proprio come i tubi ERW. Tuttavia, nel processo EFW, la saldatura viene creata da un arco elettrico che si forma tra l'elettrodo e il materiale base, fondere insieme il materiale di base e il materiale di riempimento per creare la saldatura.
Vantaggi del tubo EFW
- Versatilità: Il processo EFW può essere utilizzato con un'ampia gamma di materiali e spessori di lamiera, rendendolo versatile per varie applicazioni.
- Flessibilità: Il processo EFW consente l'uso di materiale di riempimento, che può essere aggiunto per migliorare le proprietà del tubo o per riempire spazi più ampi durante la saldatura.
Svantaggi del tubo EFW
- Efficienza: Il processo EFW è in genere più lento e ad alta intensità energetica rispetto al processo ERW, rendendolo meno efficiente per la produzione su larga scala.
- Qualità della saldatura: Mentre il processo EFW può produrre una saldatura di alta qualità, è più suscettibile a difetti come porosità o mancanza di fusione se non adeguatamente controllati.
ERW vs. EFW: Differenze chiave
Mentre i tubi ERW ed EFW possono sembrare simili, hanno alcune differenze fondamentali:
- Processo di fabbricazione: La principale differenza tra i tubi ERW ed EFW risiede nel loro processo di produzione. Mentre entrambi i metodi utilizzano una corrente elettrica per riscaldare il materiale, il processo ERW sfrutta la resistenza del materiale per generare calore, mentre il processo EFW utilizza un arco elettrico.
- Applicazioni: I tubi ERW sono comunemente utilizzati in applicazioni a bassa e media pressione come l'acqua, olio, e trasporto del gas. Tubi EFW, d'altra parte, sono spesso utilizzati in applicazioni ad alta pressione come nell'industria del petrolio e del gas per condotte sottomarine o nel settore della produzione di energia per tubi di caldaie.
- Costo ed efficienza: I tubi ERW sono generalmente più economici ed efficienti da produrre su larga scala rispetto ai tubi EFW. Tuttavia, I tubi EFW possono essere più versatili e possono gestire una gamma più ampia di materiali e spessori di parete.
- Controllo di qualità: Sia i tubi ERW che EFW richiedono un rigoroso controllo di qualità durante la produzione per evitare difetti. Tuttavia, alcuni sostengono che il processo EFW sia più incline a certi tipi di difetti se non adeguatamente controllato.