ERW VS EFW Steel Pipe | EFW Coating Pipe

Introduction
In the field of steel pipe manufacturing, Electric Resistance Welded (ERW) and Electric Fusion Welded (EFW) steel pipes are among the most commonly used types due to their high quality and relatively low production cost. However, while they may seem similar due to the use of electric welding in their manufacturing process, ERW and EFW pipes have distinct differences that can influence their application in various industries. This comprehensive comparison will delve into the contrasts between ERW and EFW pipes, focusing on their manufacturing process, applications, advantages, and disadvantages.
Electric Resistance Welded (ERW) Pipe
ERW pipes are manufactured by rolling a plate into a pipe shape, then welding the seam using the electric resistance welding process. The weld is created by heating the steel to the point of fusion and applying pressure, causing the edges to join together.
Electro Fusion Welded Pipes Specification :
Specifications : ASTM A-358, A-409, A-778, A-928, ASTM A671 / A672, ASTM A691
Size : 4″ OD to 24″ OD
Wall Thickness : 2.5mm – 20mm
Schedules : 20, 30, 40, Standard (STD), 60, Extra Heavy (XS), 80, 100, 120, 140, 160, XXS
Type : EFW
Form : Round Pipes/Tubes, Square Pipes/Tubes, Rectangular Pipe/Tubes, Coiled Tubes, “U” Shape, Pan Cake Coils, Hydraulic Tubes
Length : Single Random, Double Random & Required Length
End : Plain End, Beveled End, Treaded
EFW Pipes Material & Grades :
Stainless Steel EFW Pipes :
ASTM A-358, A-409, A-778, A-928 201, 202, 304, 304H, 304L, 309, 310, 316, 316L, 321, etc.
Carbon Steel EFW Pipes :
ASTM A671 / A671M – 13, ASTM A672, ASTM A671 CC60, CC70, ASTM A671 CB60, CB65, CB70, CC60, CC65, CC70
Alloy Steel EFW Pipes :
ASTM A691, ASME SA691, CM 65, CM 70, CM 75, CMSH 70, CMSH 75, STM A691 Grade 1CR Grade-12, 1.1/4CR Grade 11, 2.1/4CR Grade 22, 3CR Grade 21, 5CR Grade 5, 9CR Grade 9, Grade 91.
EFW Coating Pipe
Electric Fusion Welded (EFW) pipes are often coated to provide additional corrosion resistance, especially when used in harsh environments where they are exposed to corrosive chemicals or extreme temperatures. Coating the pipes can significantly extend their lifespan and enhance their performance characteristics.
Types of Coatings
Various types of coatings can be applied to EFW pipes, and the choice of coating depends on the specific application of the pipe. Here are a few common types of pipe coatings:
- Fusion Bonded Epoxy (FBE) Coating: This is a powder coating that provides excellent corrosion resistance. It is applied as a dry powder and then heated, causing the powder to melt and fuse to the pipe’s surface.
- 3 Layer Polyethylene (3LPE) and Polypropylene (3LPP) Coatings: These coatings consist of three layers: a fusion bonded epoxy layer, an adhesive layer, and a top layer of polyethylene or polypropylene. These coatings provide excellent mechanical protection and corrosion resistance.
- Concrete Coating: This type of coating is often used when pipes need additional weight to remain in place underwater. It provides good mechanical protection but has less corrosion resistance.
| O.D. | W.T. | Length(m) | |||||||
| Inch | mm | Min.Yield Strength(Mpa) | |||||||
| Inch | mm | 245(B) | 290(X42) | 360(X52) | 415(X60) | 450(X65) | 485(X70) | 555(X80) | |
| 16 | 406 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.0 | 6.0-10.5 | 6.0-10.0 | 6.0-9.0 | 6.0-12.3 |
| 18 | 457 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.0 | 6.0-11.5 | 6.0-11.0 | 6.0-10.0 | 6.0-12.3 |
| 20 | 508 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.0 | 6.0-12.5 | 6.0-12.0 | 6.0-11.0 | 6.0-12.3 |
| 22 | 559 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.0 | 6.0-13.5 | 6.0-13.0 | 6.0-12.0 | 6.0-12.3 |
| 24 | 610 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-14.5 | 6.0-14.0 | 6.0-13.0 | 6.0-12.3 |
| 26 | 660 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.0 | 6.0-15.0 | 6.0-15.0 | 6.0-14.0 | 6.0-12.3 |
| 28 | 711 | 6.0-20.0 | 6.0-19.0 | 6.0-18.0 | 6.0-17.0 | 6.0-16.5 | 6.0-16.0 | 6.0-15.0 | 6.0-12.3 |
| 30 | 762 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.0 | 7.0-17.5 | 7.0-17.0 | 7.0-16.0 | 6.0-12.3 |
| 32 | 813 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.0 | 7.0-18.5 | 7.0-18.0 | 7.0-17.0 | 6.0-12.3 |
| 34 | 864 | 7.0-23.0 | 7.0-22.0 | 7.0-21.0 | 7.0-20.0 | 7.0-19.5 | 7.0-19.0 | 7.0-18.0 | 6.0-12.3 |
| 36 | 914 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.0 | 8.0-20.5 | 8.0-20.0 | 8.0-19.0 | 6.0-12.3 |
| 38 | 965 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.0 | 8.0-21.5 | 8.0-21.0 | 8.0-20.0 | 6.0-12.3 |
| 40 | 1016 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 42 | 1067 | 8.0-26.0 | 8.0-25.0 | 8.0-24.0 | 8.0-23.0 | 8.0-22.5 | 8.0-22.0 | 8.0-21.0 | 6.0-12.3 |
| 44 | 1118 | 9.0-27.0 | 9.0-26.0 | 9.0-24.5 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 46 | 1168 | 9.0-27.0 | 9.0-26.0 | 9.0-24.0 | 9.0-23.5 | 9.0-22.8 | 9.0-22.0 | 9.0-21.0 | 6.0-12.3 |
| 48 | 1219 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.0 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 52 | 1321 | 9.0-28.0 | 9.0-27.0 | 9.0-25.4 | 9.0-24.2 | 9.0-23.5 | 9.0-23.0 | 9.0-22.0 | 6.0-12.3 |
| 56 | 1422 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 60 | 1524 | 10.0-29.0 | 10.0-28.0 | 10.0-26.0 | 10.0-24.5 | 10.0-23.8 | 10.0-23.0 | 10.0-22.0 | 6.0-12.3 |
| 64 | 1626 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 68 | 1727 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
| 72 | 1829 | 10.0-30.0 | 10.0-29.0 | 10.0-27.0 | 10.0-25.4 | 10.0-24.8 | 10.0-24.0 | 10.0-23.0 | 6.0-12.3 |
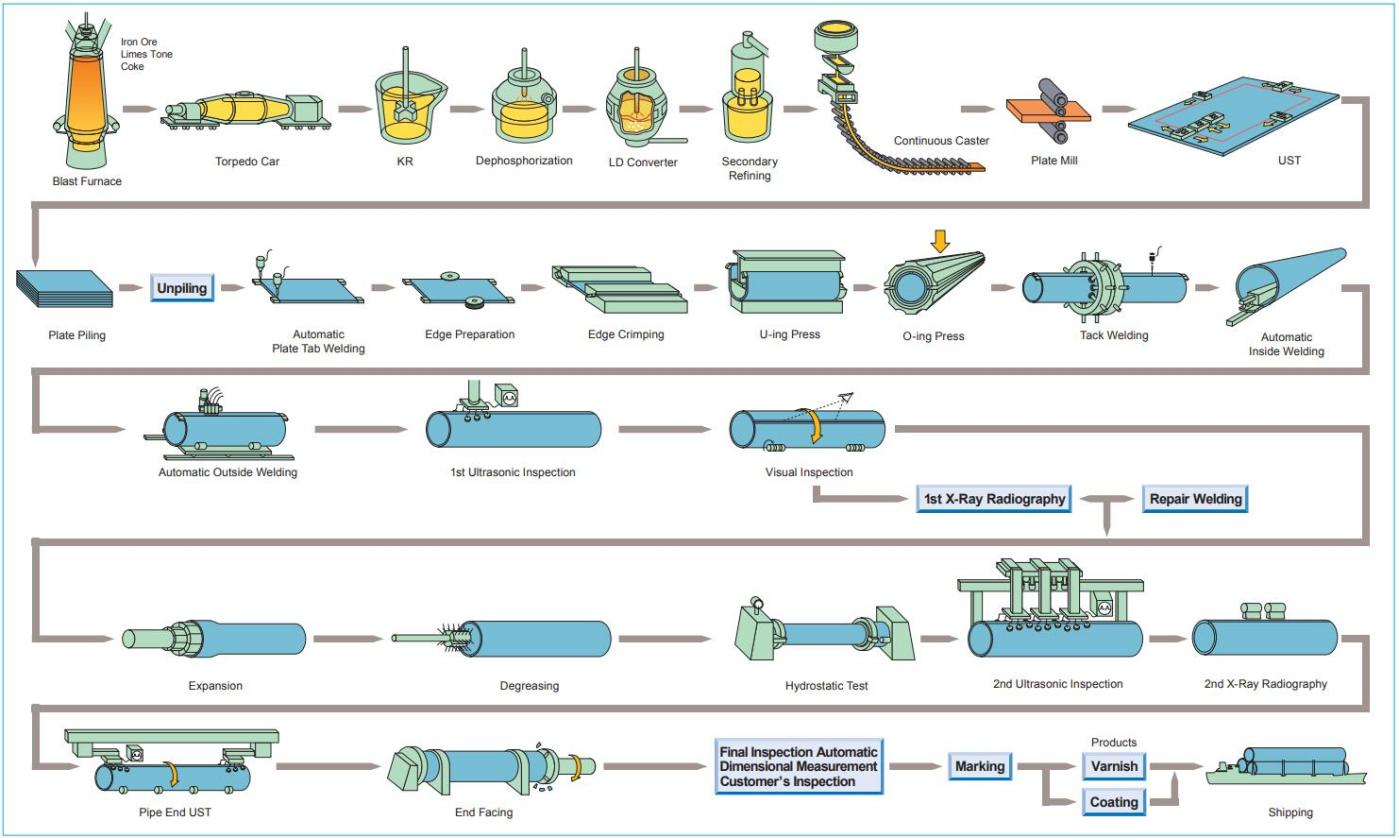
Process
Advantages of ERW Pipe
- Efficiency: The ERW process allows for high-speed production, making it efficient and economical for mass production.
- Uniformity: ERW pipes have a uniform grain structure throughout the entire pipe, which provides consistent mechanical properties.
- Strength: The ERW process yields a strong weld that can withstand high pressures and stresses.
Disadvantages of ERW Pipe
- Weld Seam: While the ERW process creates a strong weld, the presence of a weld seam can be a disadvantage in applications where a smooth interior surface is required.
- Quality Control: The ERW process can occasionally produce defects such as hook cracks or inclusions if not properly controlled.
Electric Fusion Welded (EFW) Pipe
EFW pipes are made by rolling a plate and welding the seam, much like ERW pipes. However, in the EFW process, the weld is created by an electric arc that forms between the electrode and the base material, melting the base material and filler material together to create the weld.
Advantages of EFW Pipe
- Versatility: The EFW process can be used with a wide range of materials and plate thicknesses, making it versatile for various applications.
- Flexibility: The EFW process allows for the use of filler material, which can be added to improve the pipe’s properties or to fill larger gaps during welding.
Disadvantages of EFW Pipe
- Efficiency: The EFW process is typically slower and more energy-intensive than the ERW process, making it less efficient for large-scale production.
- Weld Quality: While the EFW process can yield a high-quality weld, it is more susceptible to defects such as porosity or lack of fusion if not properly controlled.
ERW Vs. EFW: Key Differences
While ERW and EFW pipes may seem similar, they have some key differences:
- Manufacturing Process: The main difference between ERW and EFW pipes lies in their manufacturing process. While both methods use an electric current to heat the material, the ERW process uses the resistance of the material to generate heat, whereas the EFW process uses an electric arc.
- Applications: ERW pipes are commonly used in low to medium pressure applications such as water, oil, and gas transportation. EFW pipes, on the other hand, are often used in high-pressure applications such as in the oil and gas industry for subsea pipelines or in the power generation industry for boiler tubes.
- Cost and Efficiency: ERW pipes are generally more cost-effective and efficient to produce on a large scale than EFW pipes. However, EFW pipes can be more versatile and can handle a wider range of materials and wall thicknesses.
- Quality Control: Both ERW and EFW pipes require strict quality control during manufacturing to prevent defects. However, some argue that the EFW process is more prone to certain types of defects if not properly controlled.